- Sommaire-------------------------English
version
-
-
-
- La
FIBRARGILE
- par
Piet Reijnen
|
-
-
-
-
-
- Cet article
technologique est proposé par Piet
Reijnen,
professeur de
céramique industrielle à la retraite et
président d'une Association loi de 1901
"L'Atelier de la Céramique", dont le
siège social est à
Trémoulède (24620 Les Eyzies - FRANCE).
-
- Contact :
- L'ATELIER DE LA
CERAMIQUE
- ASSOCIATION 1901
- Siège Social,
Trémoulède, 24620 Les
Eyzies.
- Tél: 00-33-(0)5 53 06
92 47 et 00-33-(0)9 77 79 89 40
- Portable
0628348225
- Atelier de moulage
artistique : Trémoulède 24620 Les
Eyzies.
- Atelier de
céramiques, réfractaires, fours : ZA,
46300, Le Vigan.
- E-mail : atceram@wanadoo.fr---------------Site
: http://atelceram.free.fr
-
-
-
-
-
-
-
- Applications
techniques de terres ou argiles auxquelles on ajoute
des fibres finement dispersées.
-
- Le renforcement de
matériaux en incorporant des fibres est une
technique largement répandue dans beaucoup de
domaines. Dans les bétons et les plâtres
on ajoute des fibres polypropylène ou
polyacrylonitrile (PAN) pour augmenter la
résistance à la traction. Dans les
résines polyester et époxy on incorpore
des fibres de verre. Les fibres d'aramide servent
à renforcer des caoutchoucs et pneus. Les
fibres végétales, plus
particulièrement le chanvre servent à
renforcer les plastiques et le
plâtre.
-
- Cependant je n'ai pas
entendu parler beaucoup de fibres dans les pâtes
céramiques, pour améliorer les
propriétés mécaniques du tesson
en cru. C'est quelque part logique puisque les
céramiques développent leurs
propriétés mécaniques pendant la
cuisson.
-
- Il y a trois exceptions,
peut-être en existe-il d'autres :
-
- - On connaît depuis
des millénaires le torchis (dans certaines
régions on parle aussi de pisé), un
mélange de terre et de paille hachée. On
peut ajouter aussi du crottin de cheval, d'âne,
de lama, etc., ce qui correspond également
à un ajout de fibres végétales.
Puisque le torchis n'est pas cuit et sert à
faire des murs d'habitats, les fibres
végétales servent à renforcer
l'argile sèche, à diminuer le retrait au
séchage.
-
- - Il est à noter
aussi que dans la technique ancestrale de la cire
perdue, on utilise comme potée de l'argile avec
de la chamotte et du crottin de cheval pour
empêcher la fissuration pendant le
séchage.
-
- - Ensuite, un mélange
d'argile et papier (fibres cellulosiques) peut
être utilisé comme pâte à
modeler. Dans ce cas aussi les fibres renforcent et
diminuent le retrait, sans pour autant empêcher
complètement le retrait. Après cuisson,
la porosité est élevée, la
résistance mécanique est faible. Ceci
est intéressant pour faire des
réfractaires poreux et isolants, surtout connus
sous le nom " Paperclay ".
-
- L'incorporation de fibres
dans des pâtes céramiques a des avantages
considérables surtout dans le domaine des arts
plastiques, mais aussi pour les pratiques
industrielles. C'est surprenant que la
communauté céramique soit passée
à côté.
- Pour combler cette lacune,
je donne dans cet article quelques applications
prometteuses pour l'industrie et l'artisanat
céramique.
-
- Quelles fibres
peut-on incorporer ?
-
- 1) La laine de verre et la
laine de roche. Ces fibres sont faciles à
disperser, bon marché et compatibles avec la
céramique. La laine de verre a
l'inconvénient d'être lessivée par
l'eau présente dans la pâte et les fibres
de verre perdent après un certain temps leurs
propriétés, elles sont pratiquement
dissoutes. Pour cette raison j'ai fait mes premiers
essais surtout avec des flocons de laine de roche
(taux 4%), beaucoup plus résistante à
l'eau. Ensuite j'ai également abandonné
la laine de roche, quand j'ai trouvé que les
fibres PAN sont beaucoup plus efficaces et même
plus économiques.
-
- 2) Les fibres de verre
utilisées dans les composites. On peut les
acheter sous forme de fibres courtes ou fibres
broyées. Pour modifier les pâtes de
porcelaine, elles conviennent parfaitement. Pour
empêcher la formation de fissures dans une
croûte céramique modelée sur un
noyau dur, il faut une teneur de fibres de 1 à
2 %.
-
- 3) Les fibres
végétales, plus particulièrement
les fibres de chanvre, qui sont très solides.
Le problème c'est de trouver de la laine de
chanvre avec des fibres courtes et sans morceaux de
bois. J'ai fait des essais avec des fibres obtenues en
coupant du jute et aussi en triant du chanvre brut.
L'intérêt pour ces fibres est surtout
pour fabriquer des réfractaires. Un
mélange d'argile, de farine de bois et de
fibres végétales bien dispersées,
permet d'obtenir des blocs qui prennent peu de retrait
au séchage et donne des réfractaires
poreux après cuisson. Dans ce cas
spécifique la laine de roche ne convient pas,
elle va diminuer la résistance pyroscopique du
réfractaire. Par contre les fibres
céramiques (kaowool) conviennent parfaitement
pour fabriquer des réfractaires poreux et
isolants. C'est la base du réfractaire AC (voir
le site http://atelceram.free.fr).
-
- 4) Les fibres
synthétiques qui sont faciles à
disperser dans l'eau sont à base de
polypropylène ou polyacrylonitrile (PAN). Dans
le commerce on les trouve facilement sous forme de
fibres hachées de taille variable (3 à
24 mm). Elles sont utilisées dans les
bétons et les plâtres (dosage 1000 gr
pour 1 m cube de béton). Les fibres sont tenues
ensemble avec une colle qui se dissout facilement dans
l'eau et ensuite les paquets de fibres se dispersent
facilement. De toutes les fibres que j'ai
essayées, elles sont de loin les plus efficaces
et malgré leur prix élevé,
l'utilisation de ces fibres est le plus
économique (prix de 10 à 50 Euro le kg,
selon la quantité et le fournisseur ). Une
teneur de 2 pour mille de fibres PAN dans une
pâte de terre est suffisante pour empêcher
la formation de fissures d'une croûte de terre
modelée sur un noyau dur.
-
- Expériences
:
-
- Plusieurs types
de fibres ont été
utilisés pour voir si on peut
empêcher la formation de fissures.
La photo 1 montre l'organisation des
essais. La pâte est modelée
autour des bouts de bois cloués sur
une planche. Au séchage, vers la
fin, très souvent des fissures
apparaissent. Seulement avec 1% de fibres
de verre et avec 0,2 % de fibres
polyacrylonitrile (PAN) il était
possible de sécher
complètement la pièce sans
fissuration
-
(Voir photo 1 :
Essais de retrait au séchage pour
des argiles contenant des fibres à
taux variables: laine de roche, fibres de
verre, fibres PAN ).
|
 - Photo
1
|
- Un autre essai
très probant, consiste à
mettre une croûte de terre sur un
grand bol céramique mis à
l'envers sur une planche. La pâte
avec 1 % de fibres de verre était
fissurée après
séchage, par contre avec 0,2 % de
fibres PAN (longueur 4mm) la croûte
restait entière après
séchage complet
-
- (Voir photo 2 :
Fibrargile sur un bol céramique
après séchage complet.
Fibres PAN ).
-
- L'argile d'essai
était l'argile de la
carrière Mangieu à St Denis
Catus dans le Lot. C'est une argile bon
marché, pas très plastique
(mélange d'illite et de quartz).
- Cette pâte
aux fibres se comporte donc comme une
pâte à modeler. J'en ai mis
une boule autour d'un bout de bois et je
l'ai laissée sécher. Avec
les bonnes fibres et un dosage suffisant
l'argile sèche sans fissures.
Ensuite j'ai enfourné l'ensemble,
le bois a brûlé, la
pièce céramique creuse
était saine.
On peut se demander
si les fibres ont empêché le
retrait au séchage. Ce n'est pas
sûr, puisque une plaquette de la
même argile sur une planche lisse ou
sur une feuille en plastique prend bien un
peu de retrait, 3 à 4 %.
|
 - Photo
2
|
-
- Voici l'explication
:
-
- En perdant l'eau par
évaporation, les particules d'argile dans une
pâte à modeler veulent se rapprocher par
force capillaire ce qui se traduit par un retrait de
séchage qui est de l'ordre de 3 à 5%. La
force capillaire n'arrive pas à faire
rapprocher les particules si l'argile est tenue
mécaniquement sur son support. Par
déformation plastique, l'argile peut
éviter la rupture au début de
séchage, mais au fur et à mesure que
l'eau s'évapore, la plasticité diminue
et il arrive un moment où la chaîne de
particules casse à l'endroit le plus faible.
- Pour un grand bloc d'argile,
il faut sécher très lentement pour que
l'eau ait le temps pour diffuser vers la surface. Il
faut toujours maintenir peu de différence
d'humidité entre l'extérieur et
l'intérieur du bloc. Si on sèche trop
vite, l'argile se fend en surface.
- Pour cette raison on ne peut
pas modeler une argile directement sur du bois ou sur
une ossature solide, sinon la croûte va se
fissurer en cours de séchage.
- Le sculpteur mouille son
travail au moment où il s'arrête à
travailler et protège le sujet contre le
séchage avec un sac en plastique. Tout cela est
bien connu, mais en utilisant une argile contenant des
fibres, la situation change
complètement.
-
-
-
-
-
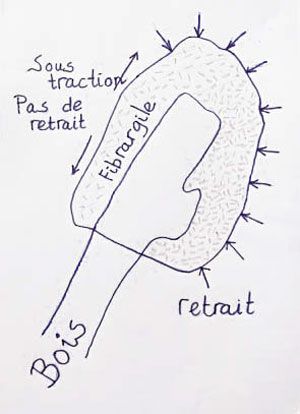
- En
présence des fibres, la formation
d'une fissure est nettement moins
probable. Le système doit fournir
un travail pour arracher les fibres qui
sont enrobées par l'argile. Par
contre, dans le même bloc, l'argile
peut toujours prendre du retrait librement
dans les directions où l'argile
n'est pas sous traction et la diminution
du volume aura bien lieu.
- Prenez le cas
d'une boule d'argile autour d'un bois.
Dans la direction perpendiculaire au bois,
l'argile peut prendre du retrait, mais
dans la direction parallèle au
bois, l'argile est sous traction et les
fibres empêchent la fissuration. Il
y aura diminution de volume, mais il n'y
aura pas de fissures.
-
- (Voir photo 3 :
Schéma expliquant le
mécanisme de retrait au
séchage sans provoquer des
fissures, si la fibrargile est
posée sur un noyau dur).
|
 - Photo
3
|
-
-
- La quintessence
de ce phénomène et son application
risque de bouleverser les habitudes des sculpteurs,
des fondeurs d'art et des céramistes.
-
- J'ai fait plusieurs
modelages sur une ossature pour en faire la
démonstration.
- J'ai rendu cette ossature
très solide, car elle doit porter toute la
masse d'argile. On peut ajouter des boîtes de
conserves ou de canettes de bière à
l'intérieur, mais dans ce cas il faut mettre
deux ou trois couches de carton autour la boîte,
puisque la pièce va prendre du retrait au four.
- On peut travailler sur des
fils de fer avec du papier autour, mais il faut
prendre des tiges solides.
- Le mieux est de donner une
première forme à cette ossature en y
ajoutant de la pâte à papier (papier
mâché) ou paperclay très riche en
papier. Dès que la pâte à papier
est devenue assez solide pour porter l'argile, on met
une couche d'argile de 20 à 30 mm. En
travaillant ainsi, 0,1% de fibres PAN
(Polyacrylonitrile) dans l'argile est suffisant pour
éviter les fissures. J'ai pris l'habitude de
doubler la dose pour être sûr dans toutes
les circonstances. Puisque l'argile posée sur
la pâte à papier peut prendre quand
même un peu de retrait, cette méthode de
travail est la meilleure et la plus sûre, et en
plus facile à réaliser.
- Il est évident que
vous ne pouvez pas commencer à modeler sans
savoir où vous allez. Le mieux est de faire une
maquette du travail final en argile ou en cire pour
étudier les volumes et les mouvements de la
sculpture. Ce modèle vous permettra de faire
une ossature appropriée.
-
- Une fois le travail
terminé, on laisse sécher le modelage
pendant plusieurs jours avant l'enfournement. Dans le
four, le bois et papier à l'intérieur
brûlent et vous obtenez une pièce unique
en céramique, même avec des formes les
plus complexes.
- Photo 4 : Avant de faire une
ossature en bois, il convient de faire une petite
maquette rapide pour déterminer la position des
bois. Modèle en cire, permettant de concevoir
la carcasse en bois et papier
mâché
- Photo 5 : Tête
modelée en fibrargile sur une boîte de
conserves avec du carton autour
- Photo 6 : Poisson
modelé sur du bois
- Photo 7 : Poule sur bois et
fils de fer, enrobé avec du papier
-
-
 - Photo
4
|
 - Photo
5
|
 - Photo
6
|
 - Photo
7
|
-
- Une autre possibilité
étonnante de la fibrargile est de pouvoir faire
un estampage à l'intérieur d'un moule en
élastomère, avec des contre
dépouilles. J'ai fait une croûte de 1
à 2 cm, après séchage le
démoulage est facile et toujours pas de
fissures (Voir Photo 8).
-
- Souvent le sculpteur fait un
modelage en terre pour réaliser ensuite un
plâtre d'atelier par moulage en creux perdu. Ce
plâtre peut servir pour faire un moule en
élastomère.
- Si le sculpteur travaille
avec une argile contenant des fibres il peut
sécher et cuire un modelage à basse
température, pour le mouler ensuite en RTV
(Élastomère), c'est une méthode
beaucoup plus directe.
-
- Une autre pratique courante
avec de la terre à modeler est de
découper le travail en deux puis creuser
l'intérieur et recoller les deux parties pour
obtenir un objet creux et éviter la fissuration
pendant la cuisson. Ce n'est plus nécessaire en
utilisant directement la nouvelle argile sur une
ossature en bois et papier.
-
- On peut même faire un
crépi avec la fibrargile, de
préférence sur des murs à l'abri
de pluie. Des ajouts de chaux et ciments peuvent
être envisagés pour que le crépi
soit plus résistant à l'eau. Pour des
constructions en blocs de paille cette application est
très intéressante.
-
-
-
 -
- Photo 8 : Bas
reliefs obtenus par estampage de fibrargile dans un
moule en
élastomère.
- Après
séchage sans retrait, la sculpture
moulée peut être libérée du
moule
-
-
- BARBOTINE
à COULER :
-
- Le coulage en barbotine
d'objets creux d'une forme simple ne pose pas trop de
problèmes. Il faut tout de même savoir
comment préparer une barbotine et comment
pouvoir corriger et tester le degré de
défloculation. Dans l'industrie ce
procédé est bien maîtrisé,
mais peu de potiers osent s'y mettre. Des
mélanges de terres et chamottes qui sont
très peu plastiques ne se prêtent pas au
coulage, dès que le retrait commence, en
absence de plasticité, la pièce
fêle dans le moule. On peut améliorer la
plasticité en ajoutant une argile plastique
à la barbotine. Pour cette raison, la
pâte à couler dans l'industrie de
porcelaine ne contient pas seulement du kaolin comme
argile, mais aussi un peu d'halloysite, une terre
blanche particulièrement plastique assez rare
et donc relativement chère. La terre de la
carrière Mangieu dans le Lot contient
énormément de silice fine (quartz) et
elle manque de plasticité, cependant on peut
l'utiliser pour le coulage si on y ajoute au moins 10%
d'une argile particulièrement plastique. Le
coulage d'objets creux est relativement facile, la
pièce se libère des parois en prenant du
retrait. Par contre le coulage d'objets plats (bacs de
douche, bas reliefs) ou d'objets très
profilés sont beaucoup plus difficiles à
réaliser, très souvent l'objet est
fissuré dans le moule avant que le tesson
céramique soit libéré.
- Le comportement au coulage
s'améliore fortement si on incorpore des fibres
dans la pâte à couler, mais il faut
prendre des fibres courtes de 3 à 4 mm environ,
pour garder un écoulement correct de la
barbotine. Notre barbotine à base d'argile de
Mangieu avec 0,2 % de fibres PAN de 4 mm se comporte
comme une merveille au coulage, même pour des
pièces compliquées, puisque nous pouvons
garder l'objet plus longtemps dans le moule sans
risque de fissuration. Ensuite le tesson se
libère facilement des parois et a assez de
consistance pour que la pièce ne se
déforme pas par gravitation après le
démoulage. Nous conseillons vivement à
tout ceux qui pratiquent le coulage en barbotine de
faire un essai.
-
-
-
-
-
- POTÉE
pour CIRE PERDUE :
-
- Dans ce domaine l'ajout de
fibres à une argile permet de l'utiliser comme
potée. Il existe plusieurs techniques pour
réaliser la carapace réfractaire dans la
fonderie de précision. La plus
sophistiqué actuellement est l'utilisation de
bains de barbotine contenant des charges
minérales comme la mullite, l'alumine, le
zircon, des aluminates et autres avec un ajout de
silice colloïdale. L'objet en cire est
trempé dans le bain pour former la
première couche, éventuellement sous
vide pour éviter que de petites bulles d'air
entre la cire et la couche de barbotine diminuent la
précision. Pendant le séchage de cette
première couche, la silice colloïdale se
fige. Ensuite on applique d'autres couches pour
arriver à une épaisseur de 5 à 10
mm. Le décirage à lieu dans un autoclave
dans lequel on injecte soudainement de la vapeur d'eau
sous pression à température
élevée, ce qui fait fondre la cire en
contact avec la carapace, mais le
procédé est tellement rapide que la cire
ne monte pas en température en totalité
dans son épaisseur (il existe donc un gradient
de température très élevée
dans la cire). Ainsi on évite que la dilation
de cire détruise la carapace. La
première couche de cire fondue
pénètre dans la carapace poreuse et
laisse la place pour que le reste de la masse de cire
puisse se dilater sans provoquer de
dégâts. Après cuisson à
température élevée (1100
°C), le moule protégé par des
fibres céramiques va recevoir l'acier
réfractaire en fusion. C'est le
procédé utilisé en fonderie de
précision pour l'aéronautique (Rolls
Roys, Thyssen Krupp, SNECMA, PCC, GE et
autres…)
- Ce procédé est
bien trop compliqué pour le petit fondeur qui
fait des bronzes artistiques mais des fonderies d'art
d'une certaine importance commencent à
l'utiliser.
- La technique ancestrale
encore appliquée dans des pays traditionnels
consiste à mettre une couche d'argile sur la
cire. On y ajoute des chamottes, sûrement dans
le but de diminuer le retrait au séchage, mais
aussi du crottin de cheval. Selon mon opinion,
l'apport de crottin signifie un apport de fibres
végétales qui empêchent la
fissuration de l'argile au séchage. Des fibres
végétales telles que la paille et le
foin sont trop grossières, mais dans le crottin
elles ont été
déchiquetées. Pour l'homme moderne,
cette recette ancienne fait sourire, mais finalement
les anciens avaient trouvé le moyen d'utiliser
l'argile comme potée.
- Les petites fonderies d'art
utilisent surtout le plâtre comme potée.
On y ajoute des chamottes et éventuellement
aussi de l'argile. Un tel plâtre après
prise et séchage ne fissure pas à la
cuisson (autour de 700 °C). La cire est
complètement brûlée sans laisser
de traces à cette température et le
moule peut recevoir le bronze en fusion (La
température du four pour fondre le bronze est
autour de 1100°C).
- Le plâtre cuit
à 700°C n'est pas très solide,
parfois le fondeur renforce son moule à
l'extérieur avec un grillage à poules.
Dans d'autres fabrications on coule le plâtre
autour la cire sous vide, ce qui a comme
résultat un moule aux parois
épaisses.
- La potée de
plâtre présente plusieurs
inconvénients. Couler du plâtre sous vide
autour la cire signifie une consommation importante de
plâtre et un coût
énergétique élevé.
D'autres fondeurs font de petites gâchées
de potée et l'appliquent manuellement sur la
cire, mais il y un risque de bulles d'air entre la
cire et la potée qui se retrouvent plus tard
comme verrues sur le bronze.
- Je propose ici une nouvelle
potée, économique et de grande
qualité. Il s'agit d'une barbotine d'argile
(éventuellement enrichie avec de la chamotte
fine), à laquelle on a ajouté 0,5 % de
fibres PAN. J'ai remarqué qu'une barbotine sans
fibres a tendance de ne pas mouiller
complètement l'objet en cire et qu'il faut
utiliser un produit tensioactif pour y arriver. Par
contre, la barbotine contenant des fibres couvre tout
de suite la cire. Pour la première couche
j'utilise une barbotine un peu plus fluide (davantage
d'eau), c'est la couche de fidélisation. Pour
être sûr qu'il n'y a plus de petites
bulles entre cire et barbotine il faut bien secouer
l'objet ou masser avec un filet d'air comprimé.
Il faut que la première couche ait une
épaisseur de 0,5 à 1 mm, sinon votre
barbotine n'est pas assez épaisse. Laissez
sécher, mais pas complètement et trempez
de nouveau. Pour la troisième et
quatrième couche j'utilise une barbotine plus
épaisse et j'arrive ainsi rapidement à 5
mm d'épaisseur. Voir photo 9.
- Après séchage
complet on fait fondre la cire à 120 °C.
On cuit à 700 °C. Le matériau
céramique est nettement plus solide que le
plâtre cuit à 700°C tout en
étant bien perméable au gaz. Il y a une
grande ressemblance avec la technique de carcasse
à base de silice colloïdale (bains
stables, immerger la cire). Nous pouvons aussi
appliquer cette technique pour de la pâte de
verre et des résines avec une charge
minérale.
- Il est à noter que le
décirage peut provoquer de petites fissures
dans la carapace par la dilation de la cire massive.
C'est un problème résolu dans
l'industrie en utilisant de la vapeur
surchauffée injectée dans un autoclave
pour décirer les pièces. Nous allons
regarder de plus près ce problème.
-
-
-
-
 -
- Photo 9 :
Fabrication d'un moule céramique pour
fonderie.
- Le modèle en
cire est trempé dans une barbotine contenant
0,5 % de fibres PAN.
- La présence
de fibres explique la très bonne
adhésion de la barbotine sur la
cire
-
-
- QUELQUES
RECETTES ET INFORMATIONS
-
- 1) Dispersez les fibres PAN
dans l'eau avec un mixer à grande vitesse. Ceci
est seulement possible avec des fibres courtes (3
à 4 mm), les fibres longues (12 à 24 mm)
seront prises autour l'axe. Ajoutez cette dispersion
de fibres à une pâte de terre
épaisse et continuer à mélanger
dans un pétrin. On peut également
ajouter la dispersion de fibres à une barbotine
épaisse qui se laisse encore mélanger
avec un mixeur à grande vitesse. Dans ce
dernier cas on laisse sécher la barbotine
épaisse sur une plaque de plâtre afin
d'obtenir une pâte à modeler.
-
- 2) Pour faire une structure
sur laquelle on peut modeler, il convient de faire
d'abord une maquette (1 sur 10) en argile ou en cire.
Ensuite vous vissez les bois sur une planche par le
dessous. Ajoutez éventuellement des
boîtes de conserves fixées avec des
scotchs pour faire du volume. Bourrez avec du papier
et carton. Ajoutez du papier mâché et
approchez déjà la forme finale. Laissez
sécher plusieurs jours par
préférence en plein soleil. Ensuite
mettez une couche de pâte fibrargile assez molle
sur le papier mâché, épaisseur 2
à 3 cm en donnant déjà la forme
finale. Laissez sécher un peu et commencez
à fignoler, lissez avec un doigt
mouillé, laissez sécher
complètement. Une fois sèche, la
fibrargile est très solide et se laisse tailler
comme une pierre tendre. Vous pouvez émailler
avant d'enfourner. La planche de support est
enlevée en dévissant par en
dessous.
-
- 3) Pour faire du papier
mâché, déchirez des journaux ou
des annuaires et laissez tremper dans beaucoup d'eau.
N'utilisez pas de papier glacé. Faites-le dans
un grand fait-tout et chauffez pour
accélérer le déchiquetage.
Mélangez avec un mixeur de cuisine (bâton
de cuisine) pour obtenir une soupe épaisse.
Ensuite on laisse égoutter. Cette pâte
assez fine, s'étale facilement.
-
- 4) Des stages seront
organisés dans le Lot et en Dordogne pour
apprendre toutes les techniques (moules en RTV,
estampage, fabrication de carcasses et modelage,
émaillage et cuisson, roto moulage de cires et
moules pour cires perdues, etc.) Il y des gîtes
et campings dans la région. Consultez de temps
en temps notre site pour les détails de
l'organisation et manifestez déjà votre
intérêt pour participer.
-
-
- FOURNITURES
:
-
- Fibres PAN de 4 mm. Vous
avez besoin de 2 g de fibres pour 1 kg d'argile
sèche pour faire une pâte à
modeler et une barbotine à couler. Vous avez
besoin de 5 g de fibres par kg d'argile pour faire une
barbotine pour la carapace dans le
procédé " cire perdue "
-
- Ces produits sont
commercialisés par " L'Atelier de la
Céramique ", Trémoulède 24620 Les
Eyzies, et l'Atelier céramique - ZA - 46300 Le
Vigan.
- Contacts :
- Site : http://atelceram.free.fr------------E-mail
: atceram@wanadoo.fr
-
-
- DENOMINATION et
PROPRIETE
INDUSTRIELLE
:
-
- Je propose les noms suivant
pour une argile modifiée contenant des fibres
:
-
- - Français :
FIBRARGILE
- - Allemand :
FASERNTON
- - Anglais ;
FIBERCLAY
- - Néerlandais :
VEZELKLEI
-
- Et des noms similaires dans
les autres langues.
-
- " Un brevet après
publication n'est plus possible et j'offre
gracieusement le procédé à tous
les artistes et artisans de l'art plastiques ainsi aux
PME de la céramique "
-
-
- Piet Reijnen
- Publication novembre
2008
-
- Professeur de
céramique industrielle à la
retraite
- Président de
Association 1901 " L'Atelier de la Céramique ,
siège social à 24620 Les Eyzies, Atelier
à 46300 Le Vigan.
- Site : http://
atelceram.free.fr-------------E-mail
: atceram@wanadoo.fr
-
-
-
-
-
-
-
-
- Smart2000.fr
le site
dédié aux passionnés de
céramique
-
- Smart2000
- FRANCE sur https://smart2000.fr/
-
- This
entire page Copyright © 2008-2023, All Rights
Reserved.
- Les
textes et les photos restent la
propriété de leur auteurs, ils ne
peuvent être réutilisés sans un
accord préalable. Nous
consulter.
|